Tạo ống từ ống: Penflex sử dụng một số phương pháp tạo hình cơ học để tạo thành ống
Lưu ý: Để in bản tin này về tạo hình cơ khí, vui lòng bấm vào ở đây.
Tại sao lại làm hỏng?
Ống sóng được sản xuất từ hợp kim chống ăn mòn và được thiết kế để phù hợp với việc chuyển các phương tiện ăn mòn theo thời gian trong một cấu hình không cố định. Nó sẽ chịu được dòng chảy của chất lỏng và khí ở nhiệt độ vượt quá khả năng của ống được làm từ vật liệu như cao su, composite hoặc PTFE. Ống kim loại sóng cũng cung cấp tùy chọn hoạt động ở áp suất cao hơn so với các vật liệu xây dựng khác này.
Việc biến một ống thẳng thành một ống gấp nếp đòi hỏi một quá trình định hình tạo ra một loạt các đỉnh và thung lũng cho phép ống uốn cong. Kết quả cuối cùng là một ống có thể uốn cong, hấp thụ rung động và phản ứng với sự giãn nở nhiệt mà không bị vỡ.
Có ba quá trình uốn nếp cơ bản: tạo hình cơ học, tạo hình thủy lực và tạo hình thủy lực. Cả ba quy trình đều sử dụng máy móc có nhiều điểm giống nhau và một vài khác biệt cơ bản để tạo ra các nếp gấp.
Mỗi quy trình đều có những ưu điểm và nhược điểm nhỏ ảnh hưởng đến sản phẩm cuối cùng. Tất cả đều được thời gian kiểm tra và chứng minh, và không một quy trình nào có thể khẳng định ưu thế hơn quy trình khác. Trong bản tin này, chúng tôi giải thích sự khác biệt giữa mỗi loại, vì vậy bạn có thể xác định xem liệu sự khác biệt có quan trọng đối với ứng dụng và yêu cầu của bạn hay không.
Bất kể quy trình tạo hình được sử dụng, tất cả các ống kim loại gấp nếp đều có sự thay đổi về độ dày thành giữa ống thẳng ban đầu và ống cuối cùng với các đỉnh và rãnh của nó. Kết luận này dễ dàng được xác nhận bằng cách đo sự thay đổi độ dày của tường đối với mỗi quá trình hình thành.
Quy trình tạo hình cơ học Penflex
Tại Penflex, chúng tôi sử dụng quy trình tạo hình khuôn dập tách cho Dòng 700, 800, 900 và 1400 của chúng tôi ở các kích thước ¼ ”đến 2” trong khi tất cả các kích thước của Dòng P3 và P4 đều sử dụng quy trình tạo hình cơ học khuôn xoay.
Ưu điểm của hình thành cơ khí tách khuôn
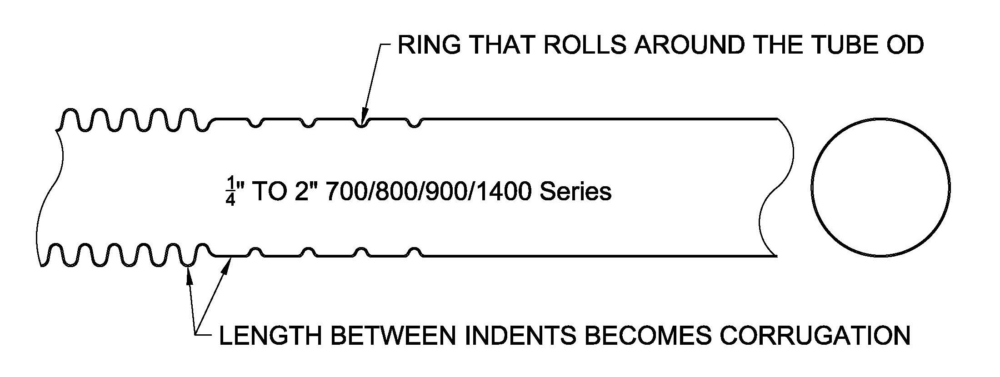
Khi một ống được đưa vào bộ gấp giấy, một vòng sẽ cuộn xung quanh nó, tạo ra các vết lõm nhẹ trong khoảng thời gian đều đặn. Vòng có bán kính trơn để giảm thiểu sự tập trung ứng suất. Các khoảng sẽ trở thành vùng lõm giữa các nếp gấp.
Tiếp theo, một cặp dụng cụ hình chữ c được gọi là "hàm" kẹp vào ống trong khu vực khoảng cách. Một cặp hàm khác kẹp vào ống ở khoảng liền kề. Cặp hàm đầu tiên vẫn đứng yên trong khi cặp hàm thứ hai di chuyển về phía cái đầu tiên, làm cho ống phình ra theo hình cong tạo thành các nếp gấp. Do đó, đỉnh được hình thành bằng vật liệu đã được đẩy với nhau theo trục chứ không phải được kẹp và mở rộng với áp suất bên trong.
Khoảng cách giữa các khoảng xác định lượng vật liệu có sẵn để tạo nếp gấp. Khoảng cách giữa các khoảng càng dài thì độ gấp nếp càng cao. Độ dày thành và hình dạng của đường gấp khúc cùng nhau được gọi là "hồ sơ" của ống mềm. Một ống có “cấu hình cao hơn” so với ống khác nếu sự khác biệt giữa đường kính ngoài (OD) và ID của nó lớn hơn sự khác biệt giữa OD và ID của ống kia. Chiều cao, cao độ và mặt cắt của cấu trúc là những yếu tố quan trọng trong việc xác định tính linh hoạt.
Các tính năng chính của quá trình này:
-
- Có khả năng tạo thành các vật liệu tường nặng. Tạo khuôn dập tách là một quá trình tạo hình mạnh mẽ và có thể duy trì tải trọng và áp suất cần thiết để tạo thành vật liệu dày hơn hoặc vật liệu có độ bền cao hơn như Hastelloy và Inconel. Các ống có thành dày hơn sẽ có tuổi thọ cao hơn các ống có thành mỏng hơn khi tiếp xúc với môi trường có tốc độ xâm nhập ăn mòn có thể dự đoán được và cũng sẽ có áp suất làm việc và nổ cao hơn so với ống có thành mỏng hơn.
- ID của ống vẫn còn nguyên. Với quy trình khuôn dập tách rời, không có giao diện bên trong nào giữa bất kỳ dụng cụ nào và ID của ống, tất nhiên là bề mặt mà bất kỳ tác nhân gây căng thẳng hoặc vết xước nhỏ nào cũng có thể trở thành điểm tấn công hóa học.
- Có thể thích ứng để làm việc với các ống có thành mỏng hơn. Quy trình khuôn dập tách có thêm lợi thế là có thể tạo thành các nếp gấp trong các ống có thành mỏng hơn khi cần thiết. Nhìn chung, chúng cung cấp nhiều khả năng hình thành độ dày của tường hơn so với phương pháp hydroforming.
Ưu điểm của khuôn dập tiến bộ
Khi ống được đưa vào bộ xếp giấy, một vòng cuộn quanh OD tạo ra một vết lõm nông vào ống. Thông qua một loạt các khuôn quay xung quanh ống, các vết lõm được làm sâu hơn và gần nhau hơn. Các khuôn tiếp xúc thường xuyên với ống và do đó có ít trường hợp hơn có các bộ phận tăng ứng suất và hầu như không có vết trầy xước bên ngoài như có thể xảy ra với khuôn tách bên ngoài. Thật vậy, các khuôn dập tiến bộ thường có hình thức đánh bóng vòi, tạo cho nó một bề mặt sáng bóng. Không sử dụng chất lỏng bên trong có thể bị kẹt trong các nếp gấp và một lợi ích nữa của quá trình này là nó tạo ra OD cực kỳ đồng đều và hình dạng gấp nếp nhất quán.
Ưu điểm của tạo hình thủy lực
Khi kích thước của một ống kim loại tăng lên, độ dày của thành ống sẽ rất mỏng tương ứng với đường kính của nó. Do đó, kim loại không cứng như trong các ống có kích thước nhỏ hơn và trên thực tế, có thể được ép thành hình bầu dục dưới áp lực tác dụng bằng tay.
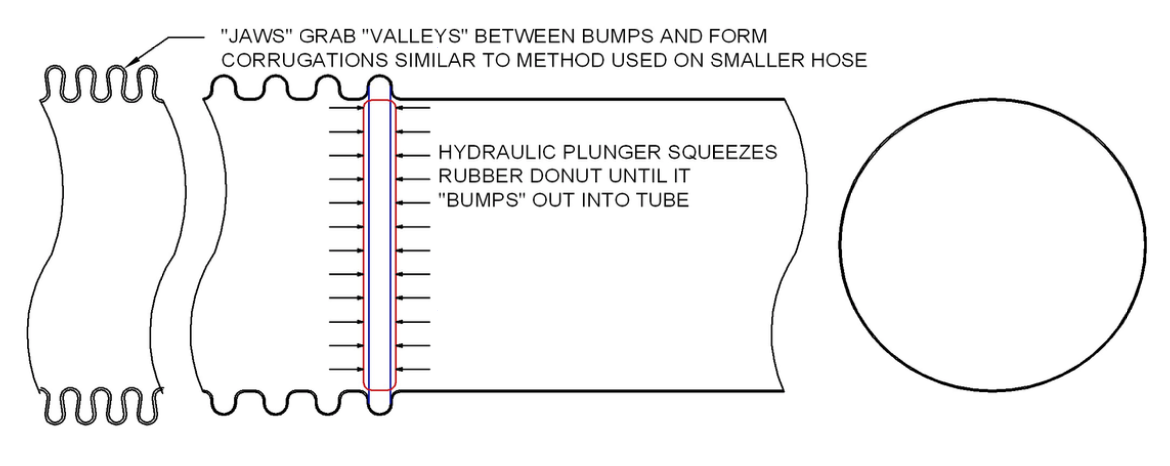
Nếu quy trình vòng được sử dụng trong quá trình tạo hình cơ học được áp dụng, các thành ống sẽ bị vênh vào trong. Vì lý do này, các ống lớn hơn có đường kính vượt quá 2 ½ ”trong Dòng sản phẩm 700, 800 và 1400 của Penflex được hình thành thay thế bằng cách đẩy kim loại ra ngoài từ bên trong ống. Điều này được gọi là quá trình tạo hình thủy lực và có thể được thực hiện theo một số cách.
Ở Penflex, ống kim loại được trượt qua một lớp cao su va chạm có hình dạng giống như một chiếc bánh rán. Cao su chống va đập vừa vặn bên trong ống. Tiếp theo, một pít tông thủy lực ép bánh rán, làm phẳng nó. Khi bánh rán mở rộng ra bên ngoài, nó sẽ đẩy vào thành ống, trong khi bộ gấp nếp đẩy ống kéo vật liệu lên thành một chỗ phồng. Do đó, đỉnh của một sự uốn nếp được tạo ra.
Khi lực ép lên pít tông bị loại bỏ, bản chất đàn hồi của cao su va đập cho phép nó trở lại hình dạng ban đầu. Sau đó, ống tăng một khoảng cách đã định và quá trình này được lặp lại. Bằng cách này, chúng ta tạo thành các nếp gấp cùng một lúc.
Sau khi các đỉnh hoặc các vết lồi được đưa vào trong ống, một bộ khuôn tách bên ngoài sẽ kẹp lấy ống trong các rãnh giữa các nếp gấp. Các khuôn ép về phía nhau để tạo thành các nếp gấp. Bước này trong quy trình tương tự như được sử dụng trong phương pháp uốn nếp tạo hình cơ học.
Để biết tóm tắt nhanh về các quy trình tạo hình cơ khí được sử dụng tại Penflex, hãy xem video dưới đây.
Thủy lực so với hydroforming
Với sự tạo hình bằng thủy lực, lực được sử dụng để đẩy kim loại ra ngoài để tạo thành nếp gấp được tạo ra bởi nước thay vì một tấm cản cao su nén. Áp lực nước từ bên trong ống đẩy kim loại vào một khuôn ở bên ngoài ống, tạo ra hình dạng của vết sưng. Hydroforming có thể được sử dụng để tạo thành các nếp gấp riêng lẻ hoặc trong một nhóm gồm nhiều bướu cùng một lúc ở dạng nhiều trạm. Trong cả thủy lực và thủy lực, ống được ép ra ngoài và được tạo thành bởi các khuôn cơ khí tách rời. Trường hợp kim loại tiếp xúc với khuôn, kết quả sẽ giống nhau cho dù chuyển động được tạo ra bởi nước hay cao su.
Thông thường, phương pháp hydroforming được sử dụng trên ống có thành mỏng hơn và các ống có thành dày hơn được tạo ra bằng phương pháp thủy lực “cao su va đập”. Ngoài ra, ống định dạng thủy lực phải kẹp tất cả xung quanh ống ở hai vị trí để bịt kín phần bên trong của ống được tạo thành. Phần được kẹp này thường có OD khác với phần còn lại của ống và có dạng một nếp gấp nhỏ được phân cách bởi một loạt các nếp gấp lớn hơn. Sự khác biệt về OD này có thể tạo ra sự uốn nếp khi bện không căng với ống dưới áp lực.
Nhận thức sai về quá trình hydroforming
Thuật ngữ hydroforming có thể gây hiểu nhầm nhiều vì nó có nghĩa là một quá trình hình thành mềm, vô hại, điều này không đúng trong trường hợp này. Không có cách nào khẳng định rằng phương pháp hydroforming ưu việt hơn các phương pháp khác có thể chứng minh được.
Hydroforming sử dụng chất lỏng, nước hoặc dầu, dưới áp suất bên trong để ép ống thẳng ra khỏi khuôn cơ khí chia khuôn bên ngoài. Các khuôn có thể là một bộ gồm hai khuôn, hoặc trong một số trường hợp các khuôn được thiết lập thành một chuỗi, với 5-6 khuôn chia đôi được nối theo trình tự để tạo thành một bộ các nếp gấp trên mỗi chu kỳ máy. Các khuôn nén vào trong, đồng thời xẹp lại với nhau theo trục đồng thời ống được điều áp. Các khuôn phân chia bên ngoài, một vòng được chia đôi, có thể bị mòn giống như bất kỳ khuôn nào và lực nén vào bên trong với các khuôn bị mòn có thể gây ra trầy xước và tăng ứng suất. Điều này là không thể tránh khỏi bất cứ khi nào sử dụng khuôn tách đôi mà không được bảo trì đúng cách.
Về bản chất, quá trình hydroforming này sử dụng quy trình tương tự như quy trình cơ học của Penflex, ngoại trừ việc nước ép ống ra ngoài trong quá trình hydroforming ngược lại với vòng quay xung quanh ống tạo thành ống hướng vào trong trong một quy trình cơ học. Quá trình tạo hình hydro bắt đầu với một ống thẳng là ID của ống và quá trình tạo hình cơ học của Penflex bắt đầu với ống cơ sở gần với OD của ống. Theo cách tương tự, nước có áp suất hoạt động giống như một bánh rán cao su nén làm trong quá trình thủy lực. Sẽ không có gì khác biệt nếu ống kim loại thẳng được tạo thành bằng chất lỏng hoặc cao su, cả hai lực đều ép vào cùng một loại khuôn.
Kết luận
Tính mềm dẻo của ống không phải là một chức năng của quá trình tạo hình. Khả năng uốn cong của ống được xác định bởi vô số yếu tố — đường kính trong (ID), đường kính ngoài (OD), chiều cao uốn nếp, cao độ và biên dạng, và độ dày của thành.
Sự thay đổi về độ dày của tường là kết quả của tất cả các quá trình hình thành. Tất cả các vòi đều có sự thay đổi so với độ dày dải ban đầu ở các đỉnh và thung lũng. Kim loại tạo hình vốn đã sắp xếp lại cấu trúc của nó, do đó, để khẳng định rằng không có tác động tiêu cực nào đến độ dày của thành được chứng minh là không đúng.
So sánh độ dày của tường trong ống được hình thành cơ học và ống thủy lực
(Theo phát hiện của Metal Hose Consulting, một phòng thí nghiệm thử nghiệm độc lập. Liên hệ để biết thêm chi tiết.)
| P4 | P3 | Đối thủ | |
| Quá trình hình thành | Chết liên tục | Chết liên tục | Hydroformed |
| Độ dày dải | .015 ” | .008 ” | không xác định |
| ID Nôm | 1 ” | 1 ” | 1 ” |
| Ống OD | 1,51 ” | 1,27 ” | 1,47 ” |
| Trung bình Độ dày của vách ngăn | 0,016 ” | 0.00848″ | 0.00941″ |
| Trung bình Độ dày tấm đệm | 0.01669″ | 0.00807″ | 0.00825″ |
| Trung bình Độ dày của thung lũng | 0.01212″ | 0.00767″ | 0.01003″ |
Hydroforming tuyên bố làm giảm ứng suất dư tập trung. Tuyên bố này không phải là duy nhất đối với quá trình tạo hình hydro vì thiết kế của dụng cụ và khả năng tránh tập trung ứng suất trong hình dạng ống quan trọng hơn nhiều so với môi trường được sử dụng để tác dụng lực tạo hình. Ví dụ, nếu dụng cụ của máy tạo hình cơ khí duy trì bán kính tiếp tuyến nhẵn, không gián đoạn thì ứng suất dư tập trung cũng sẽ giảm. Đây là trường hợp trong quá trình sản xuất các sản phẩm P3 và P4 của chúng tôi, sử dụng hệ thống khuôn đúc tiến bộ trên đường kính ngoài của ống để tạo ra các nếp gấp.
Hydroforming tuyên bố để giảm thiểu làm cứng công việc. Theo định nghĩa, tất cả các công việc tạo hình đều làm cứng kim loại cơ bản có trong sản xuất ống sóng bất kể quy trình sản xuất được sử dụng là gì. Vì tất cả các ống được chế tạo bằng khuôn bên ngoài nên tất cả các ống sẽ thể hiện các tác động tương tự của việc làm cứng gia công. Trên thực tế, một số vật cứng là một điều tốt vì chúng ta muốn một ống mềm dẻo và trở về trạng thái tự nhiên mà không bị biến dạng. Nếu ống cuối cùng được cung cấp trong điều kiện ủ giống như dải ban đầu, nó sẽ bị uốn vĩnh viễn khi uốn, giống như một chiếc kẹp giấy khi nó bị uốn. Với một số công việc làm cứng ống sẽ muốn trở lại trạng thái ban đầu. Quá trình làm cứng cũng cải thiện khả năng chịu áp lực của ống mềm. Nếu một ống được làm với độ cứng tối thiểu của vật liệu cơ bản, được ủ hoàn toàn, thì nó sẽ đủ mềm để không hỏng ở áp suất bên trong thấp hơn so với ống đã được làm cứng. Chúng tôi đã thử nghiệm ống định dạng thủy lực đối với cả ống P3 và P4 và nhận thấy rằng các thử nghiệm nổ thực tế thấp hơn P3 và P4.
So sánh các thử nghiệm Burst trong các ống được tạo hình cơ học và ống thủy lực
(Theo phát hiện của Metal Hose Consulting, một phòng thí nghiệm thử nghiệm độc lập. Liên hệ để biết thêm chi tiết.)
| P4 | P3 | Đối thủ | |
| Quá trình hình thành | Chết liên tục | Chết liên tục | Hydroformed |
| ID Nôm | 1 | 1 | 1 |
| WP tối đa @ 70F | 590 | 796 | 718 |
| Danh mục Áp suất nổ PSI | 2360 | 3184 | 2872 |
| Thử nghiệm Burst thực tế #1 | 4006 | 3754 | 2535 |
| Thử nghiệm Burst thực tế #2 | 3560 | 3771 | 2572 |
Hydroforming tuyên bố đây là một quy trình sạch chỉ sử dụng nước để tạo thành ống trong khi hầu hết các sản phẩm khác yêu cầu bôi trơn. Hydroforming có thể sử dụng nước để tạo ra các nếp gấp tạo ra ống kim loại, nhưng nước đó được ép qua ống bằng máy móc, cụ thể là máy bơm thủy lực, yêu cầu bôi trơn. Nó không chỉ là nước được sử dụng trong quá trình uốn nếp này. Ngoài ra, nước phải được loại bỏ từ bên trong ống. Tại Penflex, tất cả các quy trình của chúng tôi đều sử dụng dầu khoáng có thể nhũ hóa được pha loãng với nước có nồng độ nhỏ hơn 0,01%, được coi là “quy trình sạch”.
Để in, vui lòng nhấp vào ở đây.