Tẩy mối hàn bằng khí Argon: Một tiêu chuẩn công nghiệp
Lưu ý: Để in, vui lòng bấm vào ở đây.
Không phải tất cả các ống kim loại đều được tạo ra như nhau. Sự khác biệt về chất lượng có thể rất nhỏ và thường không được chú ý. Nếu không có khả năng nhận biết kỹ thuật vượt trội, người dùng sẽ đánh giá sản phẩm một cách nhất quán dựa trên một bộ tiêu chí hạn chế.
Nếu mục tiêu là tối đa hóa tuổi thọ của một ống mềm đang được sử dụng thì đây là một cách tiếp cận thiển cận.
Quá trình tẩy là một quá trình đã được chứng minh giúp nâng cao chất lượng mối hàn bằng cách giảm - hoặc thậm chí ngăn ngừa - quá trình oxy hóa. Điều này, đến lượt nó, duy trì khả năng chống ăn mòn của vật liệu mẹ, cuối cùng làm giảm tỷ lệ rò rỉ trong thành phẩm. Các dấu hiệu trực quan, báo hiệu liệu mối hàn có bị tẩy hay không, sẽ cho phép người dùng đánh giá tốt hơn ống kim loại.
Tìm hiểu về tẩy mối hàn
Khi nhiệt kết hợp với không khí trong quá trình hàn, các dải màu nóng hình thành cùng với sự xâm nhập của hạt ở mặt trước và mặt sau của mối hàn. Trên thép không gỉ, những dải màu này là biểu hiện của quá trình oxy hóa, thường ở dạng kết tủa cacbua crom. Phản ứng hóa học này làm giảm khả năng chống ăn mòn và giảm các tính chất cơ học của vật liệu mẹ. Tuổi thọ ống ngắn hơn là kết quả cuối cùng.
Crom và cacbon, có ái lực với nhau, có thể liên kết để tạo thành cacbua crom ở nhiệt độ cao. Điều này đặt ra một thách thức vì crom là nguyên tố hợp kim quan trọng trong thép không gỉ Austenit và là nguyên tố truyền cho các kim loại này khả năng chống ăn mòn vượt trội. Khi crom di chuyển để liên kết với cacbon, sự phân bố của nó trở nên không đồng đều, do đó làm suy yếu khả năng ngăn ngừa ăn mòn.
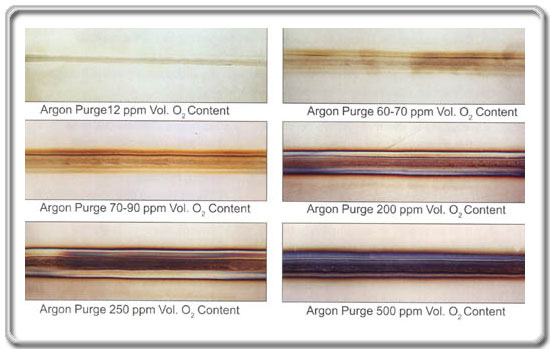
Biểu đồ dưới đây cho thấy mối tương quan giữa hàm lượng oxy và lượng oxy hóa đã diễn ra dọc theo đường hàn sau khi hàn.
Do khả năng chống ăn mòn là một trong những lý do chính khiến người dùng lựa chọn thép không gỉ, nên việc duy trì đặc tính này trong suốt quá trình sản xuất là điều cần thiết.
Khi các mối hàn TIG được tẩy, khí trơ được sử dụng để “tẩy” không khí từ bên trong ống mềm và ở mặt trước của mối hàn, nơi nó được cấp qua mỏ hàn. Bằng cách ngăn ngừa ô nhiễm khí quyển, màu sắc không hình thành và khả năng chống ăn mòn trong vật liệu hàn vẫn tương tự như vật liệu cơ bản.
Ngoài ra, vì thợ hàn có thể kiểm soát tốt hơn sự nóng chảy khi tẩy, nên sẽ có một vùng ảnh hưởng nhiệt (HAZ) nhỏ hơn xung quanh mối hàn. Vì HAZ là mục tiêu tấn công hóa học, việc giảm thiểu khu vực này sẽ đảm bảo tuổi thọ ống mềm lâu hơn.
Thanh tẩy so với Mối hàn không được rèn luyện
Mối hàn được tẩy có vẻ ngoài sạch sẽ và đồng đều hơn so với mối hàn không tẩy. Các dải màu hình thành trong quá trình hàn từ vàng đến xám, với các sắc thái vàng nhạt hơn thể hiện sự kết tủa cacbua crom tối thiểu.
Đây là một ví dụ về một số mối hàn rất tốt, sạch sẽ từ hoạt động của chúng tôi. Đây là các cụm ống linh hoạt và bạn có thể thấy cả các mối hàn phi lê đính kèm nơi thành phần linh hoạt gắn vào ống và các mối hàn giáp ống FJP đã được thợ hàn Penflex thực hiện rất tốt.

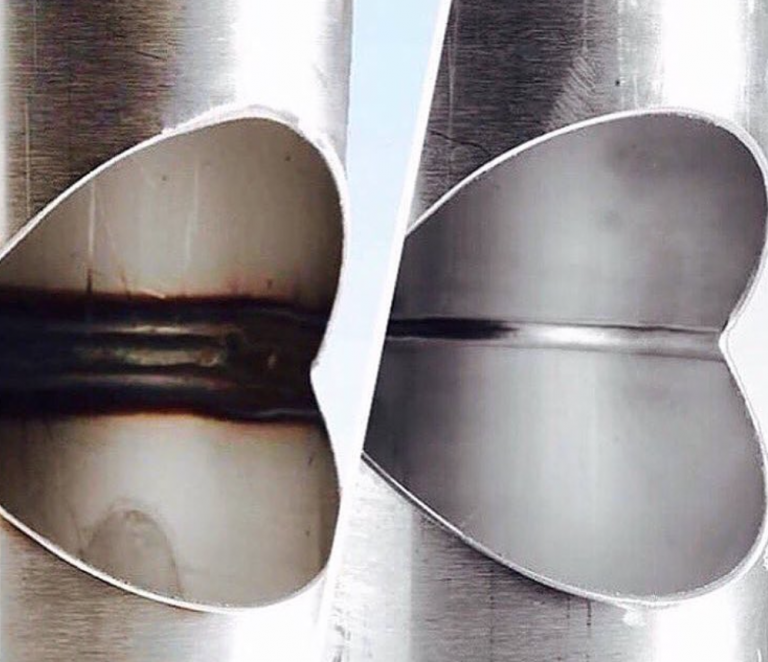
Ở đầu kia của quang phổ, màu xám thường đi kèm với bề mặt thô ráp, được gọi là “quá trình oxy hóa tổng” hoặc “đường”. Sự khác biệt về chất lượng của mối hàn đã tẩy và không hàn cũng có thể thấy rõ khi nhìn vào bên trong mối hàn.
Theo hình ảnh bên trái bên dưới, đường là một dấu hiệu cho thấy một mối hàn không bền. Bề mặt không bằng phẳng, gây ra bởi vết bỏng, sẽ bám vào vi khuẩn, ăn mòn và có thể nứt sớm. Trong các ứng dụng vệ sinh, điều này là không thể chấp nhận được. Ngược lại, mối hàn bị tẩy ở bên phải không có dấu hiệu bị cháy và cho thấy hồ quang xuyên thấu hoàn toàn và nhất quán.
Khí Argon Purge
Trong khi có một số lựa chọn cho khí tẩy, argon được ưu tiên hơn các loại khí thường được sử dụng khác vì nó trơ, cao và không phản ứng. Mặt khác, nitơ là một chất khí phản ứng, kết hợp với nhiệt, có thể làm thay đổi các đặc tính cơ bản của vật liệu phụ.
Một số thợ hàn sử dụng nitơ khi chi phí là mối quan tâm, nhưng vì các phản ứng hóa học sau đó có thể gây bất lợi cho ứng dụng, Penflex khuyến nghị sử dụng argon nguyên chất, đặc biệt là khi hàn thủ công.
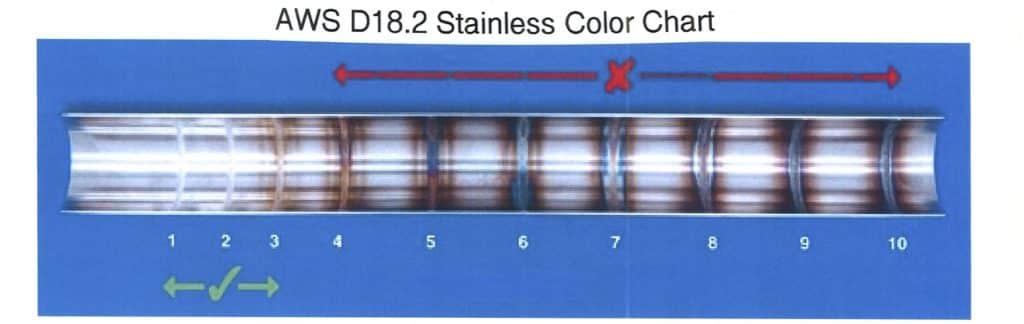
Hiệp hội hàn Hoa Kỳ cũng khuyến khích việc sử dụng khí tẩy argon. Bảng màu tiêu chuẩn duy nhất mà nó xuất bản là D18.2 và nó được thực hiện bằng argon trên thép không gỉ. Penflex sử dụng biểu đồ này như một tham chiếu về khả năng chấp nhận được trên tất cả các mối hàn đường may và mối hàn lắp ráp của chúng tôi.
Công cụ và kỹ thuật tẩy mối hàn
Không thể bỏ qua một số bước trong quy trình tẩy và cần có thiết bị phù hợp để tẩy mối hàn đúng cách.
Trong quá trình thiết lập, argon cần được “ngập” vào ống từ từ để tránh bất kỳ sự trộn lẫn nào với oxy và tốc độ dòng chảy thay đổi tùy theo kích thước ống. Cần có dụng cụ tẩy phù hợp với kích thước của ống để giảm thiểu lượng khí argon có thể thoát ra ngoài và oxy tươi có thể xâm nhập vào niêm phong. Sử dụng đúng kích thước giúp giảm lượng thời gian cần thiết để thanh lọc và đảm bảo thanh lọc trở lại thành công.
Thợ hàn Penflex sử dụng các công cụ làm sạch bằng thép không gỉ được thiết kế cho ống mềm của chúng tôi và được chế tạo tại chỗ với các chuyên gia và máy móc thường trú của chúng tôi. Các công cụ thanh lọc có kích thước từ ¼” – 12” và cũng có sẵn để bán cho các khách hàng chế tạo. (Để biết thêm thông tin liên hệ với chúng tôi.)
Khi khí không mong muốn bị dịch chuyển ra khỏi vùng hàn, quá trình tẩy phải tiếp tục không ít hơn 30 giây sau khi hàn xong và kim loại không còn màu đỏ. Lúc này, kim loại đã nguội và không còn bị oxi hóa nữa.
Lớp hoàn thiện sáng, sạch của mối hàn được tẩy bằng argon cho thấy khả năng chống ăn mòn ngang bằng với vật liệu gốc. Tẩy mối hàn là một phương pháp hay nhất và Penflex cam kết coi nó trở thành tiêu chuẩn của ngành thông qua giáo dục về những lợi ích vốn có của nó và bằng các công cụ tẩy mối hàn của chúng tôi.
Hãy xem video dưới đây về cách loại bỏ argon bằng Penflex CWI, CWE và NDT Examiner Dave Gregor.
Mọi thắc mắc, xin vui lòng liên hệ với chúng tôi.
Để in, vui lòng nhấp vào ở đây.