Ống chuyển axit sulfuric
Đặc điểm kỹ thuật ống chuyển axit sulfuric được đề xuất
Bản sửa đổi 1: Tháng 7 năm 2022
1.0 Phạm vi
Tài liệu này đưa ra những lưu ý đối với việc thiết kế, chế tạo, lắp đặt và bảo trì các ống chuyển axit sunfuric. Các ứng dụng phổ biến bao gồm các kết nối tạm thời để xếp dỡ các toa tàu cũng như các đường hút và xả trên máy bơm trong các cơ sở sản xuất và sử dụng lâu dài.
Thiết kế ống 2.0
2.1 Lựa chọn hợp kim
Nồng độ axit sunfuric cùng với nhiệt độ và áp suất vận hành sẽ quyết định vật liệu lắp ráp của công trình. Bất kỳ chất gây ô nhiễm nào trong môi trường dòng chảy, chẳng hạn như clorua, có thể ảnh hưởng đến khả năng chống ăn mòn của thép không gỉ, và cần được loại bỏ hoặc ít nhất, lưu ý là hợp kim khác có thể phù hợp hơn khi có chất gây ô nhiễm. Axit sulfuric đã dùng là một ứng cử viên có khả năng gây ô nhiễm. Các đề xuất được liệt kê dưới đây nhằm mục đích tham khảo.
Đối với nồng độ axit sulfuric từ 20% - 85%, lõi bên trong được khuyến nghị là Hastelloy® C-276 (UNS N10276) và dây bện được khuyến nghị là Hastelloy® C-276 (UNS N10276). Phụ kiện cuối được làm ướt phải được chế tạo bằng vật liệu giống như lõi bên trong.
Đối với axit sulfuric đậm đặc, đã được phân loại là 70% - 100%, Thép không gỉ 321 (UNS S32100) là một lựa chọn phù hợp cho vật liệu ống cho axit sulfuric 93% lên đến 105 ° F và cho axit sulfuric 98% lên đến khoảng 160 ° F. Dây bện được đề xuất là Thép không gỉ 304 (UNS S30400) và các phụ kiện cuối được làm ướt sẽ do Chủ đầu tư chỉ định.
Trong điều kiện hoạt động vượt quá nhiệt độ môi trường xung quanh, tốc độ ăn mòn đối với axit sulfuric đậm đặc với Thép không gỉ 321 có thể vượt quá mức NAHAD khuyến nghị 2 mils mỗi năm. Trong những trường hợp này, lõi bên trong được khuyến nghị là Hastelloy® C-276 (UNS N10276) và bím tóc được khuyến nghị là Hastelloy® C-276 (UNS N10276). Phụ kiện cuối được làm ướt phải được chế tạo bằng vật liệu giống như lõi bên trong.
Với nồng độ axit thấp ở nhiệt độ thấp, Thép không gỉ 316L (UNS S31603) và Thép không gỉ 321 (UNS S32100) là những lựa chọn phù hợp cho lõi bên trong. Dây bện được đề xuất là Thép không gỉ 304 (UNS S30400) và các phụ kiện cuối được làm ướt sẽ do Chủ đầu tư chỉ định.
2.2 Áp suất làm việc
Người dùng cuối nên xác định áp suất làm việc. Trong trường hợp xếp dỡ ô tô bằng đường sắt, khuyến nghị rằng định mức áp suất tối thiểu bằng với cài đặt áp suất của thiết bị giảm áp mà ống được gắn vào. Việc bổ sung lớp bện thứ hai có thể tăng khả năng chịu áp lực nếu cần. Trong một số trường hợp, lớp thứ hai được thêm vào như một hàng rào chống lại việc xử lý sai, đóng vai trò như một lớp bảo vệ.
2.3 Áp lực thiết kế
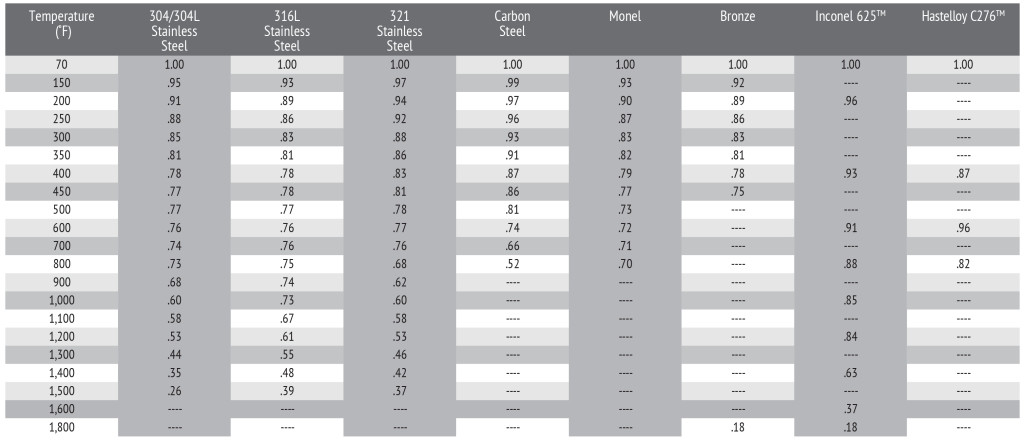
Các ống có khả năng hoạt động ở MAWP lên đến 70 ° F, trên đó các yếu tố làm giảm tốc độ phải được xem xét. Hợp kim bện phải được coi là yếu tố giới hạn khi xác định mức áp suất ở nhiệt độ trên 70 ° F.
3.0 Cấu tạo ống
3.1 Dải
Ống được khuyến nghị phải được sản xuất từ dải sau.
Dải Hastelloy® C-276 (UNS N10276) theo tiêu chuẩn ASTM B575-04 với các đặc tính vật lý sau:
- Độ giãn dài: tối thiểu 40% trong 2 inch
- Nhiệt độ: Được ủ hoàn toàn
- Sức mạnh năng suất tối thiểu: 41.000 psi
- Độ bền kéo tối thiểu: 100.000 psi
Dải 316LSS / 321SS (UNS S31603 / UNS S32100) theo tiêu chuẩn ASTM A240 với các tính chất vật lý sau:
- Độ giãn dài: tối thiểu 45% trong 2 inch
- Nhiệt độ: Được ủ hoàn toàn B83 Max Rockwell (tối đa 160,5 trên thang đo HV)
- Năng suất tối đa: 49.000 psi
- Độ bền kéo: 75.000 - 100.000 psi
Tất cả các ống phải được cung cấp cùng với các báo cáo thử nghiệm máy nghiền gốc chỉ ra độ dày dải và lô nhiệt của cụm cuối cùng.
3.2 Độ dày dải
Khi sự ăn mòn làm hao mòn vật liệu, kết cấu tường mỏng hơn sẽ sớm làm ảnh hưởng đến tính toàn vẹn của ống so với kết cấu tường nặng hơn. Ống kim loại phải phù hợp với độ dày thành ống tối thiểu như quy định trong Bảng 1.
3.3 Sản xuất
Tất cả các ống phải có các nếp gấp hình khuyên được tạo ra bằng phương pháp cơ học.
4.0 Xây dựng bện
Bện cho các kích thước lên đến và bao gồm cả kích thước danh nghĩa 4 ”phải được bện chùm trong khi bện cho các kích thước danh nghĩa 6” và lớn hơn sẽ được bện. Không được phép nối bím. Kết cấu bện phải được tính toán với hệ số an toàn từ 4 đến 1 để xác định áp suất làm việc. Các cấu tạo bện được đề xuất được nêu trong Bảng 1.
4.1 Hợp kim bện
Theo chỉ định của Chủ đầu tư, dây bện phải được sản xuất từ dây Hastelloy® C-276 (UNS N10276), 304, 304L hoặc 316L (UNS S30400 hoặc S30403, tương ứng).
Tất cả dây Hastelloy® C-276 (UNS N10276) phải có các đặc tính vật lý sau:
- Độ giãn dài tối đa: tối thiểu 35% / tối đa 50%
- Độ bền kéo: 140.000 - 165.000 psi
Tất cả dây thép không gỉ theo tiêu chuẩn ASTM A580 phải có các tính chất vật lý sau:
- Độ giãn dài tối đa: tối thiểu 35% / tối đa 50%
- Sức mạnh năng suất: 40.000 - 60.000 psi
- Độ bền kéo: 105.000 - 125.000 psi
Tất cả các bện phải được cung cấp với các báo cáo thử nghiệm ban đầu của máy nghiền cho biết đường kính dây.
4.2 Hàn lắp ráp
Ống gợn sóng và các dây bện phải được nối bằng mối hàn nắp bằng quy trình hàn TIG, dưới thanh lọc argon. Mối hàn nắp phải được hoàn thành trước khi gắn bằng cách hàn bất kỳ phụ kiện cuối nào. Tất cả các mối hàn phải được thực hiện theo ASME Phần IX.
Tay áo bện phải che tối thiểu ba vòng xoắn.
Phụ kiện cuối sẽ do chủ sở hữu chỉ định tại thời điểm mua.
4.3 Gắn thẻ
Việc lắp ráp phải có một thẻ thép không gỉ vĩnh viễn được gắn vào ống với các thông tin sau:
- Sự mô tả
- ID và chiều dài ống
- nhà chế tạo
- Ngày sản xuất
- Áp suất làm việc tối đa
5.0 Kiểm tra lắp ráp
5.1 Áp suất thử nghiệm
Trước khi bảo dưỡng, bạn nên thử từng ống ở nhiệt độ phòng. Bất kỳ dấu hiệu rò rỉ nào đều là nguyên nhân dẫn đến việc loại bỏ.
Mỗi ống phải trải qua một thử nghiệm kết cấu áp suất cao ở một lần rưỡi (1,5) lần MAWP trong ít nhất mười (10) phút. Nếu thử nghiệm áp suất cao được thực hiện với nước, ống phải trải qua quy trình làm khô để đảm bảo rằng độ ẩm thích hợp được loại bỏ khỏi bên trong ống.
Sau đó, mỗi cụm ống phải được thử nghiệm Khối phổ kế Helium với tốc độ rò rỉ tối đa là 5 × 10-6 std cc / giây.
6.0 Làm sạch
Trước khi vận chuyển, mỗi cụm ống phải được làm sạch để loại bỏ hydrocacbon, vật liệu lạ và nước đọng.
7.0 Vận chuyển
Các cụm ống phải được bọc trong bao bì kín nước và được đóng hộp trong các thùng chứa để tránh làm hỏng ống khi vận chuyển. Ống phải được vận chuyển với các nắp ống hoặc nắp ống được lắp chắc chắn trên các phụ kiện cuối để ngăn các mảnh vỡ lọt vào ống.
8.0 Cài đặt & Sử dụng
8.1 Tránh mô-men xoắn
Không vặn cụm ống trong khi lắp đặt khi căn chỉnh các lỗ bu lông trên mặt bích hoặc khi tạo ren ống. Việc sử dụng các mặt bích khớp nối lòng hoặc liên kết ống sẽ giảm thiểu tình trạng này. Khuyến nghị sử dụng hai cờ lê để thực hiện kết nối liên hợp: một để ngăn ống mềm bị xoắn và một để siết chặt khớp nối.
8.2 Uốn cong ngoài mặt phẳng
Để tránh uốn cong ngoài mặt phẳng trong lắp đặt, hãy luôn lắp đặt ống sao cho quá trình uốn chỉ diễn ra trong một mặt phẳng. Mặt phẳng này phải là mặt phẳng xảy ra sự uốn cong.
8.3 Uốn quá mức
Việc uốn ống lặp đi lặp lại đến bán kính nhỏ hơn bán kính được liệt kê trong bảng thông số kỹ thuật cho ống gấp nếp sẽ dẫn đến hỏng ống sớm. Luôn cung cấp đủ chiều dài để tránh bị uốn cong quá mức và để loại bỏ sức căng trên ống và lắp đặt các đầu nối mềm sao cho phần uốn cong càng gần tâm của đầu nối càng tốt.
8.4 Tránh các khúc cua gấp
Sử dụng các cấu hình hình học âm thanh để tránh các khúc cua gấp, đặc biệt là gần các phụ kiện cuối của cụm lắp ráp.
8.5 Cung cấp hỗ trợ
Khi lắp cụm theo vòng ngang, hãy hỗ trợ các tay đỡ để ống không bị chảy xệ.
8.6 Nén dọc trục
Hệ thống đường ống sử dụng ống kim loại để hấp thụ chuyển động phải được neo và / hoặc dẫn hướng thích hợp. Luôn hỗ trợ đường ống để ngăn không cho trọng lượng quá lớn nén ống và làm giãn độ căng của bện.
8.7 Xử lý cẩn thận
Tránh thao tác bất cẩn đối với cụm ống. Đừng “uốn trước” một cái ống để uốn nó lên vì uốn cong quá mức có thể gây hư hỏng và dẫn đến rò rỉ. Không gắn cờ lê vào ống mềm, cổ áo hoặc bộ phận lắp ráp. Chỉ vặn cờ lê trên các căn hộ hex phù hợp và không cố gắng kéo căng hoặc nén ống để vừa với một hệ thống lắp đặt. Điều này có thể ảnh hưởng đến khả năng mang áp suất của ống mềm. Luôn nâng hoặc mang theo ống kim loại để tránh bị mài mòn, đặc biệt là đối với ống sóng bện. Cất giữ các cụm ống kim loại cách xa các khu vực mà nó có thể bị đổ, khói ăn mòn hoặc phun, bắn tung tóe mối hàn, v.v.
9.0 Kiểm tra ống
Kiểm tra định kỳ các cụm ống để nhận biết các đặc điểm dẫn đến hỏng hóc và chủ động lên lịch thay thế trước khi xảy ra hỏng hóc thực tế. Nếu quan sát thấy bất kỳ mục nào trong số này, cần xem xét thay thế.
- Bím tóc lỏng lẻo, gãy, phồng, sờn hoặc mòn
- Biến dạng của ống, bao gồm mòn bện, xoắn, gấp khúc, móp méo, các điểm phẳng
- Trượt khớp nối, vết nứt, vết lõm nghiêm trọng hoặc ăn mòn quá mức
- Dấu vết của phương tiện trên hoặc xung quanh hội đồng
- Bộ phận bảo vệ hoặc nắp bị lỏng hoặc bị hư hỏng
- Các dấu hiệu về sự ăn mòn của ống hoặc bện
- Tệp đính kèm lỏng lẻo
- Cụm ống cọ xát hoặc tiếp xúc với máy móc hoặc đường ống lân cận
- Nhận dạng hoặc thẻ không đọc được hoặc bị thiếu nếu thông tin này là bắt buộc
Bảng 1: Xây dựng lắp ráp Bện đơn
| ID ống | Min Wall Độ dày |
Cuộc trao đổi tối thiểu- thận trọng /Ft |
Tối thiểu Wt / Ft (Lbs) |
Dây tối thiểu Đường kính |
Tối thiểu # Dây bện |
Min Burst Áp suất @ 70 ° F |
| ½ ” | 0,010 ” | 86 | 0.39 | 0,014 ” | 216 | 4960 |
| ¾ ” | 0,015 ” | 60 | 0.62 | 0,014 ” | 324 | 3760 |
| 1 ” | 0,015 ” | 50 | 0.79 | 0,014 ” | 360 | 2520 |
| 11/2” | 0,015 ” | 42 | 1.29 | 0,016 ” | 480 | 2000 |
| 2 ” | 0,015 ” | 40 | 1.61 | 0,020 ” | 480 | 2128 |
| 3 ” | 0,015 ” | 28 | 2.16 | 0,020 ” | 648 | 1600 |
| 4" | 0,015 ” | 27 | 2.86 | 0,020 ” | 792 | 1200 |
| 6 ” | 0,018 ” | 22 | 5.09 | 0,020 ” | 1152 | 660 |
| số 8" | 0,020 ” | 16 | 9.48 | 0,024 ” | 2016 | 934 |
Hình 1: Bản vẽ mẫu của ống chuyển axit sulfuric được khuyến nghị

Ghi chú: Để in, xin vui lòng bấm vào đây.